TECK COAL
Project Overview
The BRE Tunnel Rehabilitation Project consists of works required to upgrade the BRE tunnel in support of the BRE Pit development. The tunnel is approximately 1,450 m Long by +/‐4.8m Wide by +/‐4.1m High, running at a negative 8.54‐degree slope from the Open Pit Operation Upper Portal (Coal Lump Breaker) to the Lower Portal (Tunnel Ventilation Supply Fan).
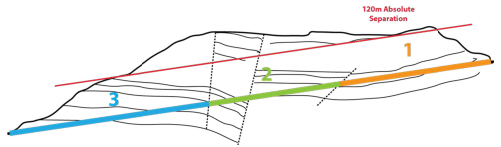
The upgrades to the tunnel are to allow for future mine expansion of the BR6 Pit adjacent to, and above the tunnel. Mining has commenced at the top of the BR6 pit and will proceed downwards towards the tunnel. The mining operations, currently at +/‐200m from the tunnel, can only proceed to 120m (absolute) from the tunnel without the upgrades completed.
The tunnel’s main purpose is to house the overland belt conveyor, moving coal from the mining operations at the top of the property down to the wash and loading operations +/‐ 2.5km / +/‐300m below. Other minor operations infrastructure includes the raw water supply line, plant compressed air line, slurry line and plant gas line. All the in‐ tunnel infrastructure will remain in operation throughout the rehabilitation construction.
To stay ahead of the BR6 mining operations, and to meet the Owner’s schedule, 2 shifts, running both day and night, will be required to ensure the assertive schedule is achieved. There will be 2 crews working 11‐hour shifts. 6:30 am until 5:30 pm and 3:30pm to 2:30 am. During concrete activities key individuals may work shifted schedules to allow for hot changes during concrete pours and other critical tasks. Of the 11‐hour shift, not more than 10 hours will be worked in the tunnel which is acceptable under the variance.
The BRE tunnel is has class 1 division 1 designation, therefore any equipment, tools and methods used to place concrete, shotcrete or grout need to comply with federal and provincial legislations involved with C1D1 environments. Additionally, the tunnel has an average water flow of 1500 Cu. M per day. Special permitting was needed by the client in order to preform cementitious works within the water course.
Environmental Constraints and Mitigations
In order to preform cementitious work in the tunnel, Multicrete was in charge of monitoring 5 environmental mitigations prior to and during cementitious works. The 5 environmental mitigations were as follows:
- CO2 Skid
- Chromium Monitoring Device
- Ferrous Sulphate dosing
- Water Diversions
- IVAC system
CO2 Skid
The CO2 Skid was an automated Carbonic acid dosing system that was triggered by an elevated Ph. The PH of the water leaving the tunnel was monitored 24/7, If the PH of the water rose above normal levels, the CO2 skid would automatically dose CO2 proportionally into the water course effectively returning the PH of the water course back to its regular condition.
Chromium Monitoring Device
The chromium Monitoring device was responsible for monitoring the presence of Chromium 6 which is a heavy metal found in cementitious products. The chromium monitor would sample the water leaving the tunnel every 30 minutes for chromium 6. If an elevated chromium was detected, protocols for water treatment were implemented. These protocols are detailed in the next mitigation.
Ferrous Sulphate Dosing
To mitigate chromium contamination, MSI incorporated the use of Ferrous Sulphate in their concrete, shotcrete and grout mix designs. This was a proactive measure taken to prevent contamination. If the tunnel water became contaminated, an elevated chromium level was detected by the chromium monitoring system. MSI implemented their ferrous sulphate dosing protocols where workers would dose ferrous sulphate into a settling pond to flocculate and settle out before being released into the environment.
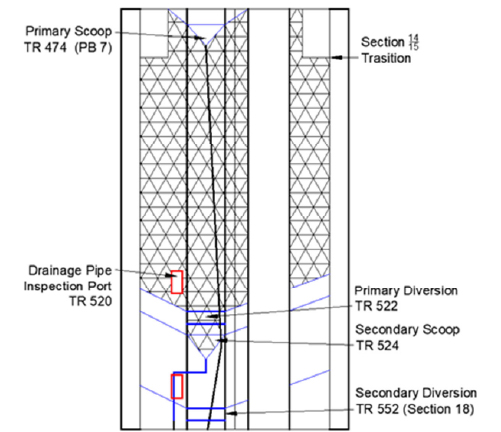
Water Diversions
The water diversions were used to bypass clean water flowing through the tunnel through the cementitious work zones. This created a localized containment area to preform cement works which reduced the risk of water contamination. Water created in the work zone was from displacement tunnel water behind the formwork, washouts, or when the diversions were overtaken by an influx of water flow above the diversion.
IVAC system
The IVAC system was operated outside of the tunnel at the lower portal. The IVAC was piped into an abandoned gas line that ran through the tunnel and was used for removing contaminated water within the diversion zone. The main purpose of the IVAC system was to remove the 200+ cubic meters of shotcrete rebound resulting from the 2000+ cubic meters of shotcrete applied to the walls in the tunnel. The IVAC system created enough suction to remove rebound 1600 meters away and transport it through a closed system to settling tanks where it could then be separated and disposed of accordingly.
Cast-In-Place Concrete
Due to heavy environmental constraints, and logistics of conveying material within a water course, MSI used dry mix material. MSI conveyed dry material 1600 meters into the tunnel through an enclosed delivery system to an air powered Remix Hopper (RMH) within the diversion zone. The air powered RMH was specially designed to add water before the dry material entered the mixing chamber. From in the mixing hopper the concrete was tested for slump then released into an air powered concrete pump. The air powered concrete pump conveyed the now pumpable concrete to the discharge nozzle where labourers placed and finished the concrete. Cast in place was applied for 1.5 meters high for the entire length of the tunnel.

Shotcrete
Shotcrete was applied to a false formwork product called Stayform installed in previous tunnel works. Multicrete systems designed, engineered and built custom platforms to act as belt protection covers that could be manipulated up and down the tunnel access walk way and support shotcrete work locations. (Figure 3). Designated shotcrete zones were created by water diversions depicted in Figure 4. Multicrete systems used these water diversions to ensure that no cementitious material contaminated fresh water that exited the tunnel. The final Shotcrete liner is shown in Figure 5.



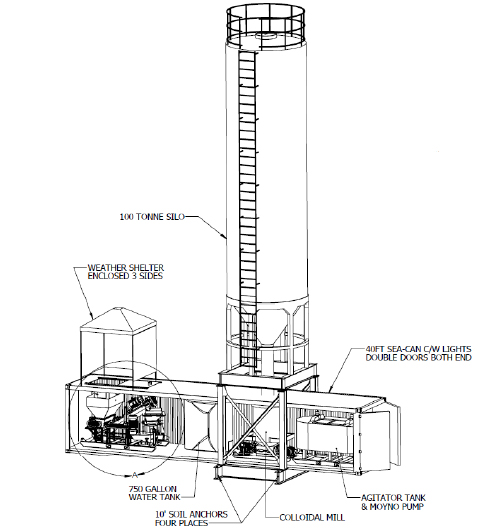
Grouting
Once the shotcrete liner had reached sufficient strength, Multicrete batched and injected cellular foam grout behind the shotcrete liner. A total of 7550 m3 were installed behind the shotcrete liner at an average rate of 120 m3 per day (2 shifts). Grout was batched using a colloidal mixing system. Multicrete achieved high production by utilizing a 100‐ton cement silo to add cement directly to our mixing process (Figure 6).