
SIGFUSSON NORTHERN
Project Overview
The Magino mine project, owned by Argonaut Gold, is located 15km southeast of Dubreuilville, ON. The project consisted of the construction of a new open pit gold mine, processing plant and tailings management facilities. Our client, Sigfusson Northern, acting as earth works general contractor for Argonaut Gold, sourced Multicrete to provide a fully functioning concrete batch plant with five readymix trucks to provide the tailings dams with 40,000m³ of a 1.5 mPa sand cement bentonite (SCB) mix to be carried out from May‐October 2022.
Project Scope
Batching and Delivery of Concrete and Bentonite mixtures
Multicrete Systems Incorporated (MSI) constructed and mobilized all batch equipment including:
- a four‐aggregate bin batch plant with conveyor system
- a colloidal mill with large agitation tank
- five ‐ 7m³ ready‐mix trucks
- plant facilities
- cement silos
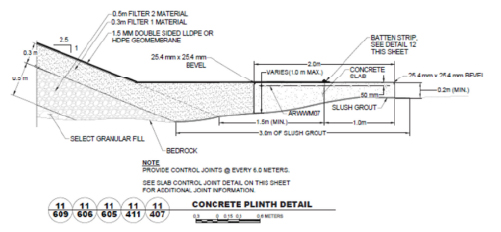
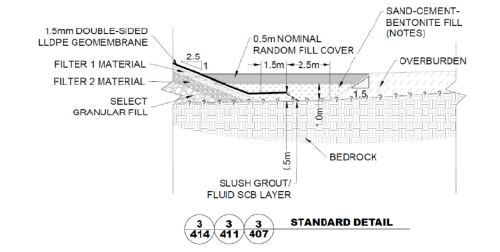
Multicrete’s contract with Sigfusson Northern included the supply of cement and bentonite materials to incorporate in Multicrete’s proprietary mix designs. A full range of lab testing and product trials were carried out at Multicrete’s Winnipeg lab facility prior to the client’s engineer’s approval. The equipment was designed to meet the clients specified production output requirements of 24m³ of SCB per hour. The 1.5 SCB materials were loaded from the plant into the ready‐mix trucks provided, then mixed, tested, and delivered to locations throughout the tailings facility as requested by the client. The tailings facility was a series of dams designed to contain the processing plant water runoff by means of securing HDPE liner to the upstream faces of the dams. Sigfusson Northern excavated and prepared all pour locations by pressure washing and hydro‐vacuuming the bedrock surfaces. Once at the pour locations, located throughout the facility, the concrete and SCB were placed at the bottom of the dams and finished in accordance with engineering details.
Due to changes in project design details, a second mix design was requested by the client for a separate concrete detail. Following the consulting engineer’s concrete specifications, Multicrete provided a proprietary mix design of 35 mPa structural concrete. The redesign allowed the client to achieve a similar outcome with less material needed for the project and required the preparation of less substrate in certain areas. A variety of in‐field testing of the concrete and SCB were carried out, including rapid chloride penetration, compressive cylinders, air, and slump.



Batching Equipment
Multicrete Systems Inc fabricated new batching equipment and restored older equipment to use for the batch plant on the Magino site. The mobile batch plant consisted of a four-bin Gerrie system conveyor fed onto a towable trailer for quick mobilization. Of the four bins, two were fully enclosed and capable of holding 17,000Kg each of Portland cement. Each bin was auger driven through hydraulic motors to load the conveyor with cement. The other two bins were for dry aggregates (sand and stone) and were gravity-fed using air rams to operate the gates and add material to the conveyor. The batch plant controls were operated from an independent control room using fully programmable PLC controls for ease of operation. With the programmable features of the batch plant, batchers were able to input the mix design parameters to accommodate any changes to mix designs and to ensure the proper weights of each material were added to the mix. The batch plant was a unique design geared towards servicing the needs of the client and was used to supply all 35 mPa concrete as well.
A colloidal mill, designed and built in‐house to Multicrete’s specifications, was operated through a hopper and flex auger system to load the dry bentonite powder into the mill. Using PLC controls which operated a pump and flow meter, the right volume of water was added to the mill while the powder bentonite was being added. The operator simply needed to input the correct water/bentonite ratio. The
mill was driven by two 20HP electric motors operated through VFD (variable frequency drive) to create a
powerful mixing vortex for a homogeneous flowable material. This was used in conjunction with the
batch plant to load cement and sand into the back of the ready‐mix truck. The bentonite was then
pumped directly into the back of a truck to mix with the cement and sand loaded from the batch plant.
The end product was a 1.5 mPa sand cement bentonite mixture for placement by the client.


Project Extension and Winterization
Due to the extension of the contract into the winter months, Multicrete was asked to winterize the batch plant to continue operations throughout the cold winter months. The plant was retrofitted with additional equipment to operate in conditions up to ‐30°C. .
Multicrete’s in‐house team created and implemented the design of the additional systems and installed them in the batch plant. The system included the addition of a 10,000L boiler running on a constant cycle though a 40,000L holding tank. All water lines were heated through means of an insulated heat trace system. The mobile batch plant was fully enclosed by the construction of a hording, which enclosed the plant and other water lines. To manage the sand and stone aggregates, a sand warmer was added to the plant to thaw and preheat the aggregates prior to loading in the mobile batch plant. Once it passed though the sand warmer ‐ a rotating drum heated by a diesel burner ‐ the sand was conveyed into a pile to be loaded into the now fully enclosed and heated mobile batch plant. With the addition of the winterization equipment, boiler system and sand warmer, Multicrete was able to maintain the target batch temperatures of between 10°C to 25°C for both the 35 mPa concrete and the 1.5 mPA bentonite mixes.

Final Product
Multicrete was able to meet or exceed the volume demands of concrete delivery for the client, and the project was successfully concluded ahead of schedule. A total of 7,750m³ of SCB and 5,357m³ of 35 mPa concrete was produced and placed during the project. The early conclusion allowed our clients to reduce their overall schedule and save on project cost overruns. With Multicrete’s ability to adapt to project changes, whether it be to scope, design, or conditions, we were able to provide our clients with the flexibility to overcome any obstacles.


